
Explorando la tecnología de molienda de matrices de carburo cementado
Explorando la tecnología de molienda dematrices de carburo cementado
El procesamiento de cemento matrices de carburose puede lograr mediante técnicas como el esmerilado y la corrosión eléctrica. Una comprensión detallada de la tecnología de rectificado puede fabricar mejor piezas de trabajo y reducir defectos en el proceso de procesamiento. A continuación, entremos en la tecnología de procesamiento y rectificado de moldes de carburo cementado y revelemos su misterio.
(1) Selección de muelas abrasivas: Se requieren muelas abrasivas para el rectificado demoldes de carburo cementado. El desbaste considera principalmente la eficiencia del procesamiento. El tamaño de partícula de las muelas abrasivas de diamante se puede seleccionar entre 140#~170#; para la molienda fina, se debe considerar el procesamiento de moldes de aleaciones. Para tolerancia dimensional y tolerancia de forma, el tamaño de partícula de la muela abrasiva de diamante se puede seleccionar entre 170# y 200#; para el pulido, se considera principalmente la rugosidad de la superficie, el tamaño de partícula de la muela abrasiva de diamante se puede seleccionar de 270# a 325#, y los requisitos de la superficie se pueden seleccionar de W32 a W40 Muela abrasiva de diamante granular, pasta de pulido de fabricación propia
(2) Molienda: En el proceso de molienda cementadamoldes de carburo, elija una rueda de diamante de un tamaño adecuado. Si no hay un tamaño adecuado, puede fabricar una muela abrasiva no estándar. De acuerdo con las necesidades de sujeción de la amoladora, se procesa un eje fijo calificado de la muela, y luego el ácido fosfórico y el óxido de cobre se mezclan uniformemente y se usan como agente adhesivo, que se recubre uniformemente sobre la superficie de la junta del sustrato y la muela. Una vez completada la unión, déjelo reposar durante un período de tiempo. Después de la solidificación, caliente lentamente la superficie de la junta con fuego para que la unión sea uniforme y firme. Déjalo enfriar naturalmente y déjalo durante 24 horas antes de usarlo.
(3) Selección del fluido de corte: El fluido de corte para rectificar moldes de carburo cementado puede ser una emulsión especial disponible comercialmente o una solución de nitrito de sodio. Utilice una solución de nitrito de sodio, disuelva el nitrito de sodio disponible comercialmente en agua del grifo y mezcle con una solución de nitrito de sodio. La desventaja de utilizar una solución de nitrito de sodio es que fácilmente quedan rastros de blanco alcalino en la superficie de las piezas de trabajo del molde de acero de tungsteno. El método de eliminación es esmerilado. Limpie y seque la superficie de la pieza de trabajo a tiempo después del acabado; La desventaja de utilizar una emulsión especial es que se generará una gran cantidad de espuma durante el proceso de molienda y es difícil observar el proceso de molienda. Cada uno tiene sus ventajas y desventajas.

 Cuchilla de corte de carburo de tungsteno industrial para quitanieves de maquinaria pesada
Cuchilla de corte de carburo de tungsteno industrial para quitanieves de maquinaria pesadaEl filo de corte de carburo para nieve e
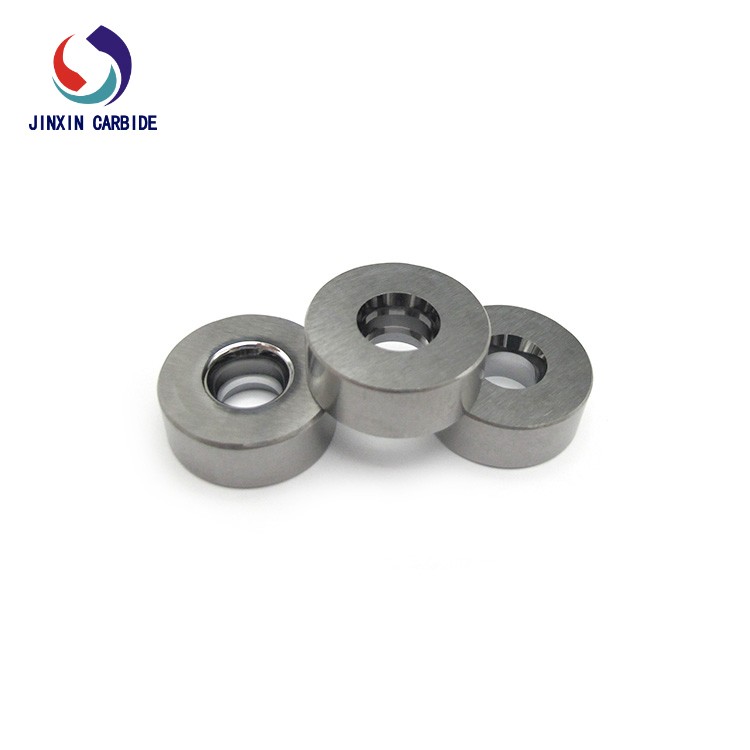
 Anillos de rodillos de carburo cementado/rodillo de carburo/tungsteno
Anillos de rodillos de carburo cementado/rodillo de carburo/tungstenoEl anillo de rodillo de carburo de tungs
 Señuelo de pesca de tungsteno personalizable
Señuelo de pesca de tungsteno personalizable97% Tungsteno de alta densidadProducció
 matriz de conformado de carburo de tungsteno
matriz de conformado de carburo de tungstenoMatrices de carburo cementado para estam
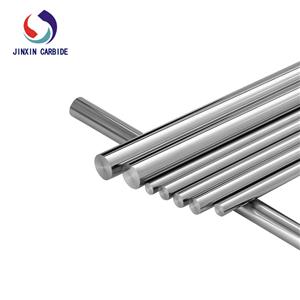 Herramientas de corte de carburo, rectificado de varillas de carburo/varillas redondas de carburo, varillas metálicas de cermet.
Herramientas de corte de carburo, rectificado de varillas de carburo/varillas redondas de carburo, varillas metálicas de cermet.1. Materia prima 100% virgen2. Alta resi
 JX174 Clavos de carburo para nieve con pernos roscados extraíbles para neumáticos
JX174 Clavos de carburo para nieve con pernos roscados extraíbles para neumáticosLos tacos Jinxin se utilizan ampliamente
| WeChat/Teléfono : | +86 15573301853 |
|---|---|
| Envíe por fax : | +86-731-22332243 |
| Buzón : | jinxin012@ojinxin.com |